Cum cresc aderentei primului strat in printare 3d
Pentru a rezolva problemele descrise în articolul anterior(aici) si a imbunatati aderenta printului e nevoie sa parcurgem următorii pași de verificare pentru a găsi și rezolva problemele identificate.
- Verificarea in slicer daca piesa e perfect paralela cu patul de printare, Sunt cazuri când utilizatorul nu observă ca are o deviație între 0 și 1grad inclinație a piesei fată de patul de printare. Lucrul acesta generează trepte și aderență slabă pe o muchie a printului.
- verificarea ca primul strat sa fie plan(nu în valuri), în caz contrar stl-ul necesita o taiere(split) pentru a asigura o planeitate perfectă. Pentru aceasta se pot folosi softuri specializate. In același timp slicerul Cura permite scufundarea printului în pat(Z negativ) care are același efect ca și o taiere la z-ul declarat. Pentru Z=-1 practic tăiem 1mm din partea de jos al stl-ului.
- Verificarea calibrării patului de printare. În acest context planul descris de capul de printare trebuie sa fie paralel cu planul patului de printare în prima fază. Daca avem o deviație atunci un colt sau o parte a zonei de printare va avea de suferit. Se întâmplă în momentul când de exemplu pe partea dreapta a patului se printeaza bine și pe stânga nu sau invers. De asemenea poate fi fată – spate sau alte cazuri în care doar o zona a patului e acceptabilă pentru printare.
- Patul de printare nu este perfect plat- deviații mari(destul de des întâlnita la multi producători, in special la cei din China). O soluție mai radicală ar fi înlocuirea lui sau rectificarea la un atelier specializat in prelucrări metalice. Aceasta metoda e recomandat la moment ce deviațiile sunt foarte mari. Si se ia în considerare după o calibrare amănunțită, unde se poate observa ca indiferent cît încercam să calibram patul de printare, nu vom reuși din cauza formei neregulate a patului de printare.
- Patul de printare nu este perfect plat- deviații mici. In cazul dat putem aplica o soluție mai puțin costisitoare cum ar fi folosirea unui algoritm de "bed mesh leveling", unde imprimanta verifică înălțimea patului în mai multe zone si în momentul printării compensează in limita la primele 5 straturi deviațiile de geometrie pat.
- Duza nu extrudează suficient material(underextrusion), fiind parțial înfundată și primul strat de printare e foarte aerisit/casant și fragil. În cazul dat se utilizează câteva metode de desfundare duză imprimanta 3d.
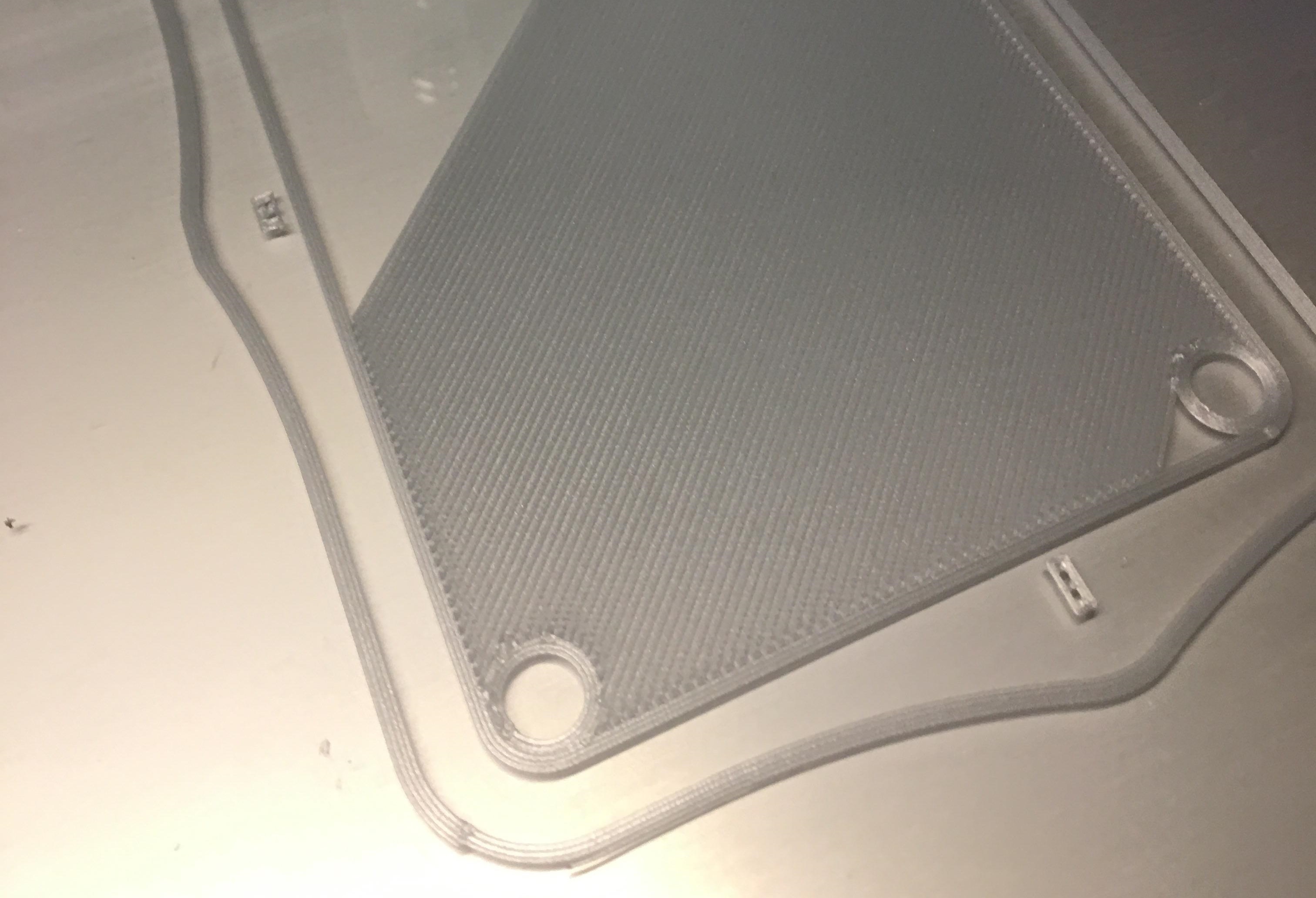
- Geometria piesei prezintă muchii ascuțite sau insulițe mici în contact cu patul de printare, în asemena caz aderența este definită de suprafața mică de contact cu patul de printare iar o soluție ar fi aplicarea adezivului pentru a creste aderența, la fel putem folosi și funcția de brim(un inel in jurul printului pentru a securiza aderenta pe primul strat).
- Pentru o printare reușită se recomandă degresarea cu alcool a patului de printare, aplicarea adezivului în zona unde se va efectua printul și aplicarea inelului de "brim" în dependență de geometria piesei.
- Temperatura patului de printare e prea mica si plasticul topit in contact cu o suprafata rece se desprinde insant, de aceea e necesar cresterea temperaturii
- Dupa inlataturarea printurilor anterioare pe patul de printare pot ramane mici elemente de brim sau de suporti care pot interfera cu printul ulterior sau cu calibrarea imprimantei in cazul in care duza prin calibrare trece prin zona respectiva. Un caz si mai complicat este cand elementele ramase se afla pe suprafata placii spre patul de printare, dupa ce placa a fost rotita, astfel e greu observabil, dar acele elemente inpun o deviatie a placii raportat la normala de pe aza z.
Publicat pe 2023-07-26